
Identifier le profil : SPZ, SPA, SPB — la première dimension critique
Le profil d’une courroie trapézoïdale correspond à sa section transversale : largeur supérieure, hauteur et angle des flancs. Ces trois valeurs varient selon la série normalisée. Selon la norme AFNOR NF E 22-031, chaque profil répond à des tolérances dimensionnelles précises qui conditionnent la compatibilité avec la gorge de poulie.
La méthode la plus directe consiste à mesurer la largeur au sommet (côté plat de la courroie) et la hauteur totale à l’aide d’un pied à coulisse. Ces deux valeurs permettent d’identifier le profil dans le système de notation normalisé. Le récapitulatif ci-dessous présente les profils les plus courants et leurs dimensions caractéristiques selon la série SPZ/SPA/SPB. Chaque ligne indique la largeur supérieure et la hauteur nominales, les deux mesures à relever en priorité sur votre courroie déposée.
| Profil | Largeur supérieure (mm) | Hauteur (mm) | Angle flancs |
|---|---|---|---|
| SPZ | 10 | 8 | 40° |
| SPA | 13 | 10 | 40° |
| SPB | 17 | 13 | 40° |
Sur une courroie neuve ou peu usée, la référence est généralement gravée ou imprimée sur le flanc extérieur (par exemple : SPZ 1000). Sur une courroie ancienne, cette inscription peut être partiellement effacée. La largeur supérieure reste alors la donnée la plus facilement mesurable — un écart de 1 mm par rapport aux valeurs nominales du tableau indique généralement une courroie en fin de vie, dont le profil s’est affaissé. Dans ce cas, baser l’identification sur la machine plutôt que sur la courroie elle-même est souvent plus fiable : consulter la plaque technique ou la documentation constructeur de l’équipement.
Pour les professionnels qui gèrent plusieurs équipements de transmission simultanément, les courroies trapézoïdales Optibelt disponibles chez dymatec-transmissions.com couvrent l’ensemble des profils normalisés, avec une livraison sur toute la France sous 24 à 72 heures.
Précision de mesure à respecter : Un pied à coulisse offre une précision de 0,05 mm, suffisante pour distinguer un profil SPZ (10 mm) d’un SPA (13 mm). Un mètre ruban ne convient pas pour cette mesure — la différence entre deux profils adjacents n’est que de 3 mm.
Mesurer la longueur : longueur primitive vs longueur intérieure
C’est là que se concentre l’essentiel des erreurs de commande. La longueur d’une courroie trapézoïdale peut être exprimée de trois façons différentes — longueur primitive (Lp), longueur extérieure (Le) et longueur intérieure (Li) — et ces trois valeurs ne sont pas interchangeables. Commander une courroie en confondant Lp et Li revient à commander la mauvaise pièce, même si le profil est correct.
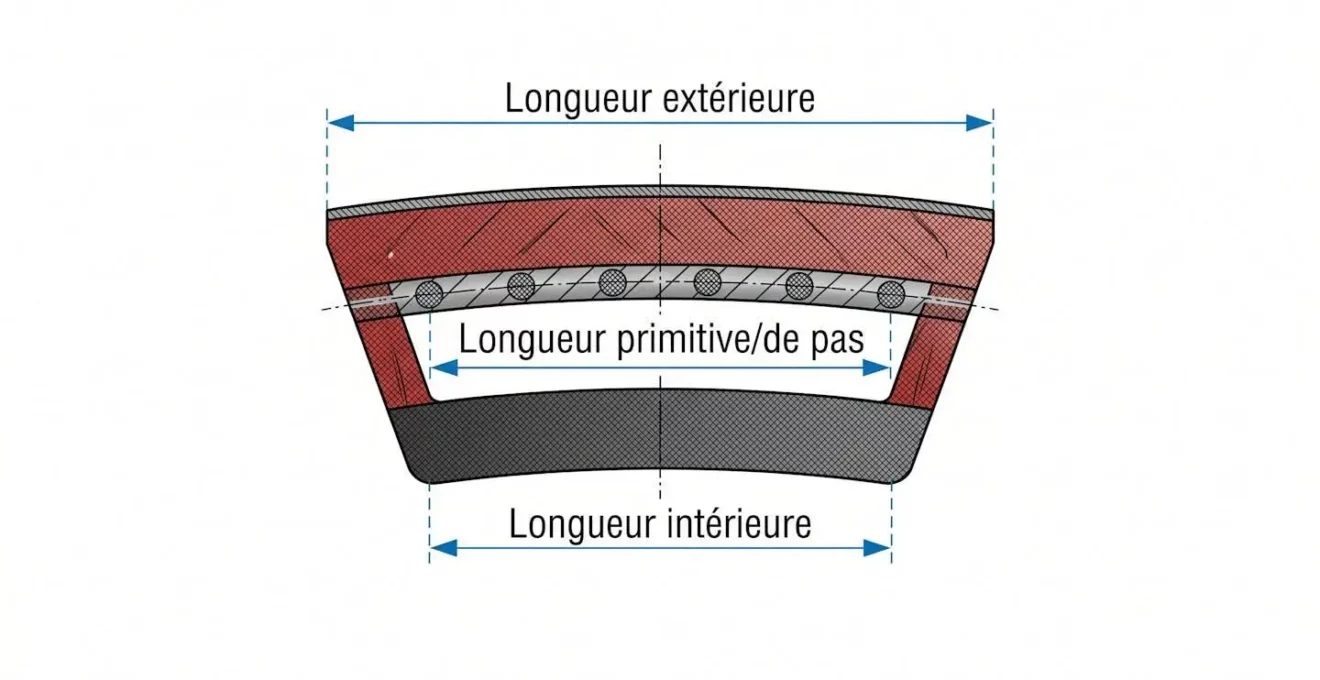
La longueur primitive (Lp) est la référence normalisée utilisée par les fabricants pour désigner une courroie. Elle correspond au développé de la fibre neutre de la courroie, située à environ un tiers de la hauteur depuis le sommet — la zone qui ne subit ni compression ni élongation sous tension. C’est cette valeur qui figure dans les références catalogue (exemple : SPZ 1000 signifie Lp = 1000 mm).
La longueur intérieure (Li) est plus courte que la Lp — d’une valeur qui dépend du profil. Pour un profil SPZ, l’écart entre Li et Lp est d’environ 24 mm. Pour un SPA, il avoisine 30 mm. Ces valeurs de correction sont définies par les normes dimensionnelles de référence. Une confusion entre Li et Lp aboutit à commander une courroie trop courte, qui ne s’engagera pas correctement sur les poulies ou qui cassera prématurément sous sur-tension.
5
ans
Durée de vie moyenne d’une courroie trapézoïdale en environnement industriel standard, avec possibilité d’augmentation de 30 % par maintenance préventive régulière
Ce chiffre, issu d’une étude du CETIM sur la durée de vie des courroies, illustre un point souvent sous-estimé : une courroie mal dimensionnée ne dure pas seulement moins longtemps — elle accélère l’usure des poulies et de l’arbre. Le coût d’une erreur de mesure dépasse donc largement celui de la courroie elle-même.
Comment mesurer la longueur en pratique ? Sur une courroie déposée et en bon état, la méthode la plus fiable consiste à poser la courroie à plat sur une surface plane, la déployer sans tension et mesurer sa circonférence intérieure avec un mètre ruban souple. On obtient ainsi la Li, à laquelle il faut ajouter le facteur de correction propre au profil identifié pour retrouver la Lp de commande. Une alternative consiste à mesurer directement l’entraxe des poulies et leur diamètre pour calculer la longueur primitive par formule — méthode préférable lorsque la courroie est trop dégradée pour être mesurée directement.
- Mesurer la largeur supérieure au pied à coulisse
Positionner les mors du pied à coulisse sur le côté plat (sommet) de la courroie, perpendiculairement à l’axe. Relever la valeur en mm. Comparer au tableau de profils : 10 mm → SPZ, 13 mm → SPA, 17 mm → SPB.
- Mesurer la hauteur de la section
Placer la courroie debout sur un plan de travail. Mesurer la hauteur totale avec le pied à coulisse. Cette mesure confirme l’identification du profil et permet de détecter un aplatissement dû à l’usure des flancs.
- Mesurer la longueur intérieure (Li)
Déposer la courroie à plat sur une surface plane et propre. Glisser le mètre ruban souple à l’intérieur de la boucle. Mesurer la circonférence intérieure complète sans forcer ni détendre. Ajouter ensuite la valeur de correction du profil pour obtenir la longueur primitive de commande.
Cas particuliers : courroie coupée, flancs usés, profil illisible
Trois situations sortent du cas standard et méritent un traitement spécifique. Elles représentent une part non négligeable des demandes de remplacement sur les équipements anciens ou mal entretenus.
Prenons le cas d’un technicien de maintenance qui découvre une courroie tranchée nette après coincement dans un carter mal réaligné. La courroie est en deux morceaux. Dans cette configuration, la mesure par circonférence intérieure est impossible. La bonne approche : mesurer la longueur totale développée des deux morceaux mis bout à bout (longueur extérieure reconstitutée), puis appliquer la formule Li = Le – facteur de correction externe du profil concerné, pour retrouver Li et ensuite Lp.
Cas pratique : courroie SPB à flancs effacés
Un exploitant agricole doit remplacer la courroie d’entraînement d’un ventilateur de séchoir. La référence est totalement illisible — effacée par les poussières et la chaleur. La largeur supérieure mesurée au pied à coulisse donne 16,8 mm, soit à 0,2 mm de la valeur nominale d’un profil SPB (17 mm). La hauteur mesurée est de 12,6 mm pour une valeur nominale de 13 mm. Ces écarts, inférieurs à 1 mm, correspondent à l’usure normale des flancs par friction dans la gorge de poulie. L’identification SPB est confirmée. Il reste alors à mesurer la Li pour calculer la Lp de commande. La documentation constructeur du séchoir confirme ensuite la référence : SPB 2500. Commande passée, réception sous 48 heures, remise en service sans incident.
Le deuxième cas courant est celui des flancs dégradés qui font descendre la courroie au fond de la gorge de poulie. La courroie ne transmet plus la puissance par friction latérale — elle s’appuie sur le fond plat de la gorge, ce qui génère un glissement visible et une surchauffe rapide. Sur une telle courroie, la mesure de hauteur donne une valeur inférieure de 1,5 mm ou plus au nominal. C’est un indicateur d’usure pathologique : la courroie doit être remplacée immédiatement, indépendamment de la longueur restante.
Troisième situation : les courroies jumelées (multi-brins). Elles se commandent toujours par lot, avec une référence indiquant le nombre de brins. Mesurer un seul brin et commander individuellement est une erreur classique — les brins d’un même jeu doivent être de même lot de fabrication pour garantir un partage équilibré de la charge. Ce guide de mesure d’une courroie de transmission apporte des précisions utiles sur les particularités des configurations multi-brins.
Affirmation : Sur une courroie usée, la longueur intérieure reste la même qu’à l’état neuf.
Réalité : Une courroie en fin de vie s’est allongée sous les cycles de tension répétés. Sa Li mesurée sur banc est souvent supérieure de 5 à 15 mm à la valeur nominale d’une courroie neuve. Baser la commande sur la Li d’une courroie très usée sans appliquer les tolérances normalisées risque de conduire à commander une pièce de taille intermédiaire inexistante dans le catalogue. La donnée de référence doit toujours être la Lp nominale de la machine, pas la Li mesurée sur la pièce usée.
La sécurité des installations reste un enjeu à ne pas négliger lors des opérations d’entretien. Selon les données de l’INRS sur les courroies de transmission, les accidents liés aux courroies représentaient 3 % des accidents mécaniques dans l’industrie en 2022, soit environ 1200 incidents. Une courroie mal dimensionnée ou mal tendue figure parmi les causes récurrentes de rupture soudaine en fonctionnement.

Votre plan d’action avant de passer commande
Trois dimensions suffisent à identifier précisément n’importe quelle courroie trapézoïdale normalisée : le profil (déterminé par largeur supérieure + hauteur), la longueur primitive (calculée depuis la Li mesurée ou depuis les paramètres machine), et la série (classique ou étroite selon les cotes relevées). Ces trois données réunies forment la référence complète à transmettre au fournisseur.
- Mesurer la largeur supérieure au pied à coulisse (précision ≤ 0,1 mm) pour identifier le profil exact
- Mesurer la hauteur de section pour confirmer le profil et détecter un aplatissement pathologique (usure > 1 mm = remplacement urgent)
- Mesurer la longueur intérieure (Li) par le dedans de la boucle, puis ajouter le facteur de correction du profil pour obtenir la Lp de commande
- Croiser la Lp calculée avec la documentation constructeur de l’équipement si disponible — les deux doivent concorder à ± 5 mm près
- Pour les courroies jumelées, noter le nombre de brins et commander le lot complet — ne jamais remplacer un seul brin d’un jeu multi-brins existant
Ces cinq points couvrent les situations rencontrées sur la quasi-totalité des équipements standard. Une mesure bien conduite, c’est une commande juste du premier coup — et une remise en service sans délai supplémentaire, quel que soit l’équipement concerné.
Quelle est la différence entre longueur primitive et longueur extérieure ?
La longueur extérieure (Le) est mesurée sur la face supérieure plate de la courroie — c’est la plus grande des trois longueurs. La longueur primitive (Lp) correspond à la fibre neutre, située à environ un tiers de la hauteur : c’est la référence de commande. La différence entre Le et Lp dépend du profil : environ 13 mm pour un SPZ, 16 mm pour un SPA.
Peut-on mesurer la longueur d’une courroie encore montée sur la machine ?
Non — mesurer une courroie sous tension fausse le résultat. Il faut impérativement déposer la courroie avant toute mesure de longueur. Pour estimer la longueur sans dépose, la méthode consiste à relever l’entraxe des poulies et leurs diamètres de gorge (diamètre primitif) pour calculer la Lp par formule géométrique.
Comment identifier le profil quand la référence est totalement effacée ?
Mesurer la largeur supérieure et la hauteur au pied à coulisse, puis comparer aux valeurs nominales des profils normalisés (tableau ci-dessus). Une tolérance de ± 1 mm par rapport au nominal est acceptable sur une courroie usée. Si les deux mesures restent ambiguës, mesurer directement la largeur de la gorge de poulie — elle correspond au profil de la courroie d’origine.